


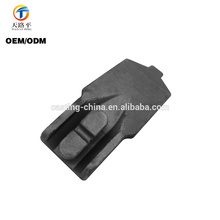



anneau de roue de fonte de tracteur de fonderie
Description du produit
\ n Description: fonderie de bague de roue de tracteur de fonte \ n ISO9001: 2000 approuvé \ nStandard: DIN, AISI, ASTM, BS, JIS, etc. \ nLe service d'OEM est disponible \ n \ n \ n Engagé dans l'industrie de moulage pendant plus de Depuis 10 ans, TLL a construit les lignes de production complètes et les systèmes de contrôle de quanlité. \ N NOUS OFFRONS UN SERVICE DE COULEUR OEM SPÉCIALISÉ \ n Quelques photos de notre usine et de nos équipements: \ n  \ n \ n \ n QUEL EST LE BON PROCESSUS DE COULEE? \ n 1) Le moulage de précision est un procédé industriel basé sur le moulage Lostwax, également connu sous le nom de «coulée perdue». Le processus de moulage de précision commence par la production d'un modèle jetable de chaleur. Ceci est accompli en injectant de la cire dans une matrice métallique. Un motif doit être moulé pour chaque moulage. \ n Ces motifs sont assemblés en grappe (ou arbre) et sont ensuite revêtus de divers réfractaires en céramique liquide pour former une coque en céramique. La cire est ensuite fondue hors de la coque en céramique. N'importe quel nombre d'alliages différents peut être coulé dans le moule en céramique. Après refroidissement, la coque en céramique est retirée et les pièces coulées sont nettoyées. \ n Notre processus de moulage de précision: \ na) Processus de coulée Silicasol (maintient la précision de tolérance typique dans la norme CT4-CT6, \ n avec une finition de surface de Ra3.2-6.4) \ nb) Processus de coulée de verre soluble CT7-CT9 standard, \ n avec une finition de surface de Ra12.5) \ nc) Processus de coulée de mousse perdue () \ nd) Combinaison de processus de coulée de silice avec le procédé de moulage de verre soluble: \ n le prix est inférieur processus, et plus élevé que le procédé de moulage de verre soluble; la qualité est également au milieu de ces 2 processus. \ n
\ n \ n \ n QUEL EST LE BON PROCESSUS DE COULEE? \ n 1) Le moulage de précision est un procédé industriel basé sur le moulage Lostwax, également connu sous le nom de «coulée perdue». Le processus de moulage de précision commence par la production d'un modèle jetable de chaleur. Ceci est accompli en injectant de la cire dans une matrice métallique. Un motif doit être moulé pour chaque moulage. \ n Ces motifs sont assemblés en grappe (ou arbre) et sont ensuite revêtus de divers réfractaires en céramique liquide pour former une coque en céramique. La cire est ensuite fondue hors de la coque en céramique. N'importe quel nombre d'alliages différents peut être coulé dans le moule en céramique. Après refroidissement, la coque en céramique est retirée et les pièces coulées sont nettoyées. \ n Notre processus de moulage de précision: \ na) Processus de coulée Silicasol (maintient la précision de tolérance typique dans la norme CT4-CT6, \ n avec une finition de surface de Ra3.2-6.4) \ nb) Processus de coulée de verre soluble CT7-CT9 standard, \ n avec une finition de surface de Ra12.5) \ nc) Processus de coulée de mousse perdue () \ nd) Combinaison de processus de coulée de silice avec le procédé de moulage de verre soluble: \ n le prix est inférieur processus, et plus élevé que le procédé de moulage de verre soluble; la qualité est également au milieu de ces 2 processus. \ n  \ n Matériau approprié: acier inoxydable, acier au carbone et acier faiblement allié. 2) Le moulage sous pression est un processus de coulée de métal qui se caractérise par le fait de forcer le métal fondu sous haute pression dans une cavité du moule. La cavité du moule est créée en utilisant deux matrices en acier à outils trempées qui ont été usinées en forme et fonctionnent de manière similaire à un moule d'injection pendant le processus. L'équipement de coulée et les matrices métalliques représentent des coûts d'investissement importants et ceci tend à limiter le processus à une production à grand volume. La fabrication de pièces en moulage sous pression est relativement simple et n'implique que quatre étapes principales, ce qui réduit le coût différentiel par article. Il est particulièrement adapté pour une grande quantité de pièces moulées de petite et moyenne taille, c'est pourquoi le moulage sous pression produit plus de pièces moulées que tout autre procédé de moulage. Les moulages sous pression sont caractérisés par une très bonne finition de surface (par des normes de coulée) et une consistance dimensionnelle. Deux variantes sont la coulée sous pression sans pores, qui est utilisée pour éliminer les défauts de porosité du gaz; et le moulage par injection directe, qui est utilisé avec les moulages de zinc pour réduire les rebuts et augmenter le rendement. \ n
\ n Matériau approprié: acier inoxydable, acier au carbone et acier faiblement allié. 2) Le moulage sous pression est un processus de coulée de métal qui se caractérise par le fait de forcer le métal fondu sous haute pression dans une cavité du moule. La cavité du moule est créée en utilisant deux matrices en acier à outils trempées qui ont été usinées en forme et fonctionnent de manière similaire à un moule d'injection pendant le processus. L'équipement de coulée et les matrices métalliques représentent des coûts d'investissement importants et ceci tend à limiter le processus à une production à grand volume. La fabrication de pièces en moulage sous pression est relativement simple et n'implique que quatre étapes principales, ce qui réduit le coût différentiel par article. Il est particulièrement adapté pour une grande quantité de pièces moulées de petite et moyenne taille, c'est pourquoi le moulage sous pression produit plus de pièces moulées que tout autre procédé de moulage. Les moulages sous pression sont caractérisés par une très bonne finition de surface (par des normes de coulée) et une consistance dimensionnelle. Deux variantes sont la coulée sous pression sans pores, qui est utilisée pour éliminer les défauts de porosité du gaz; et le moulage par injection directe, qui est utilisé avec les moulages de zinc pour réduire les rebuts et augmenter le rendement. \ n  Matériau approprié: alliage d'aluminium et d'aluminium (tel que A380), alliage de zinc et de zinc (tel que Zamak 3). 3) Le moulage au sable, également connu sous le nom de moulage en sable, est un procédé de moulage n comme le matériau de moule. Le terme "moulage au sable" peut également se référer à un objet produit par le processus de moulage au sable. Le moulage au sable est relativement bon marché et suffisamment réfractaire, même pour la fonderie d'acier. En plus du sable, un agent de liaison approprié (généralement de l'argile) est mélangé ou se produit avec le sable. Le mélange est humidifié avec de l'eau pour développer la force et la plasticité de l'argile et pour rendre l'agrégat approprié pour le moulage. Le sable est typiquement contenu dans un système de cadres ou de boîtes de moules connus sous le nom de flacon. Les cavités de moule et le système de porte sont créés en compactant le sable autour des modèles, ou des modèles, ou sculptés directement dans le sable. Peut maintenir une précision de tolérance typique dans la norme CT12-CT14, avec une finition de surface de Ra50-100. \ N
Matériau approprié: alliage d'aluminium et d'aluminium (tel que A380), alliage de zinc et de zinc (tel que Zamak 3). 3) Le moulage au sable, également connu sous le nom de moulage en sable, est un procédé de moulage n comme le matériau de moule. Le terme "moulage au sable" peut également se référer à un objet produit par le processus de moulage au sable. Le moulage au sable est relativement bon marché et suffisamment réfractaire, même pour la fonderie d'acier. En plus du sable, un agent de liaison approprié (généralement de l'argile) est mélangé ou se produit avec le sable. Le mélange est humidifié avec de l'eau pour développer la force et la plasticité de l'argile et pour rendre l'agrégat approprié pour le moulage. Le sable est typiquement contenu dans un système de cadres ou de boîtes de moules connus sous le nom de flacon. Les cavités de moule et le système de porte sont créés en compactant le sable autour des modèles, ou des modèles, ou sculptés directement dans le sable. Peut maintenir une précision de tolérance typique dans la norme CT12-CT14, avec une finition de surface de Ra50-100. \ N  Matériau approprié: aluminium, alliage d'aluminium, cuivre et laiton. 4) Forgeage et métallurgie des poudres Le forgeage est un processus de fabrication impliquant la mise en forme du métal à l'aide de forces de compression localisées. Le forgeage est souvent classé en fonction de la température à laquelle il est réalisé: forgeage «à froid», «chaud» ou «à chaud». Les pièces forgées peuvent avoir un poids compris entre moins d'un kilogramme et 580 tonnes. Les pièces forgées nécessitent généralement un traitement supplémentaire pour obtenir une pièce finie. \ n La métallurgie des poudres consiste à mélanger des matières pulvérulentes fines, à les presser dans une forme ou une forme désirée (compactage), puis à chauffer le matériau comprimé dans une atmosphère contrôlée afin de lier le matériau (frittage). Le procédé de métallurgie des poudres consiste généralement en quatre étapes de base: (1) fabrication de poudre, (2) mélange de poudre, (55247676,3) compactage, (4) frittage. Le compactage est généralement effectué à température ambiante, et le procédé de frittage à température élevée est habituellement effectué à la pression atmosphérique. Un traitement secondaire facultatif suit souvent pour obtenir des propriétés spéciales ou une précision accrue. Des développements récents ont permis d'utiliser des techniques de fabrication rapides qui utilisent la poudre métallique pour les produits. Parce qu'avec cette technique la poudre est fondue et non frittée, une meilleure résistance mécanique peut être accomplie. \ N
Matériau approprié: aluminium, alliage d'aluminium, cuivre et laiton. 4) Forgeage et métallurgie des poudres Le forgeage est un processus de fabrication impliquant la mise en forme du métal à l'aide de forces de compression localisées. Le forgeage est souvent classé en fonction de la température à laquelle il est réalisé: forgeage «à froid», «chaud» ou «à chaud». Les pièces forgées peuvent avoir un poids compris entre moins d'un kilogramme et 580 tonnes. Les pièces forgées nécessitent généralement un traitement supplémentaire pour obtenir une pièce finie. \ n La métallurgie des poudres consiste à mélanger des matières pulvérulentes fines, à les presser dans une forme ou une forme désirée (compactage), puis à chauffer le matériau comprimé dans une atmosphère contrôlée afin de lier le matériau (frittage). Le procédé de métallurgie des poudres consiste généralement en quatre étapes de base: (1) fabrication de poudre, (2) mélange de poudre, (55247676,3) compactage, (4) frittage. Le compactage est généralement effectué à température ambiante, et le procédé de frittage à température élevée est habituellement effectué à la pression atmosphérique. Un traitement secondaire facultatif suit souvent pour obtenir des propriétés spéciales ou une précision accrue. Des développements récents ont permis d'utiliser des techniques de fabrication rapides qui utilisent la poudre métallique pour les produits. Parce qu'avec cette technique la poudre est fondue et non frittée, une meilleure résistance mécanique peut être accomplie. \ N  Matériau approprié: acier au carbone, acier allié, alliage d'aluminium, laiton. 5) L'estampage comprend une variété de procédés de fabrication de formage de tôle, tels que le poinçonnage à l'aide d'une machine-presse ou d'une presse à estamper. Il peut s'agir d'une opération en une seule étape où chaque pression de la presse produit la forme souhaitée sur la pièce en tôle, ou peut se produire à travers une série d'étapes. Le processus est généralement effectué sur la tôle, mais peut également être utilisé sur d'autres matériaux, tels que le polystyrène. \ n
Matériau approprié: acier au carbone, acier allié, alliage d'aluminium, laiton. 5) L'estampage comprend une variété de procédés de fabrication de formage de tôle, tels que le poinçonnage à l'aide d'une machine-presse ou d'une presse à estamper. Il peut s'agir d'une opération en une seule étape où chaque pression de la presse produit la forme souhaitée sur la pièce en tôle, ou peut se produire à travers une série d'étapes. Le processus est généralement effectué sur la tôle, mais peut également être utilisé sur d'autres matériaux, tels que le polystyrène. \ n  \ n Matériau approprié: variété de tôle \ n \ n \ n QUE POUVONS-NOUS FAIRE POUR VOUS? \ n Nous avons aussi la capacité de fournir des opérations secondaires telles que l'usinage, les essais non destructifs, le traitement thermique, la surface traitement et assemblage. Nos cosmétiques sont aussi bons que n'importe quelle fonderie peut offrir, mieux que la plupart. \ N \ n \ n QUEL TYPE DE TRAITEMENT DE SURFACE POUVONS-NOUS OBTENIR? \ N Traitement thermique, grenaillage, sablage, usinage, polissage, placage, revêtement en poudre, anodisation, galvanisation, galvanisation, oxyde, etc. \ n \ n QUELS ÉQUIPEMENTS D'INSPECTION AVONS-NOUS? \ n machine de mesure tridimensionnelle, machine d'essai de traction, spectrographe. \ n
\ n Matériau approprié: variété de tôle \ n \ n \ n QUE POUVONS-NOUS FAIRE POUR VOUS? \ n Nous avons aussi la capacité de fournir des opérations secondaires telles que l'usinage, les essais non destructifs, le traitement thermique, la surface traitement et assemblage. Nos cosmétiques sont aussi bons que n'importe quelle fonderie peut offrir, mieux que la plupart. \ N \ n \ n QUEL TYPE DE TRAITEMENT DE SURFACE POUVONS-NOUS OBTENIR? \ N Traitement thermique, grenaillage, sablage, usinage, polissage, placage, revêtement en poudre, anodisation, galvanisation, galvanisation, oxyde, etc. \ n \ n QUELS ÉQUIPEMENTS D'INSPECTION AVONS-NOUS? \ n machine de mesure tridimensionnelle, machine d'essai de traction, spectrographe. \ n  \ n \ n \ n COMMENT POUVONS-NOUS CITER POUR VOUS? \ n Comme notre usine fournit seulement le service d'OEM (service fait sur commande), envoyez svp nous (TLL8atQDTLLdotCN) l'enquête par email, avec tous les dessins techniques que vous avez, avec tous vos exigences, telles que la qualité du matériau, la tolérance, les demandes d'usinage, le traitement de surface, le traitement thermique, les exigences de propriété mécanique, etc. Notre ingénieur spécialisé vérifie et cite pour vous, nous apprécierions l'opportunité et répondrons en 3-5 jours ou moins. Il est également préférable si vous pouvez fournir un échantillon, nous pouvons également citer dépend de l'échantillon. \ N \ n \ n
\ n \ n \ n COMMENT POUVONS-NOUS CITER POUR VOUS? \ n Comme notre usine fournit seulement le service d'OEM (service fait sur commande), envoyez svp nous (TLL8atQDTLLdotCN) l'enquête par email, avec tous les dessins techniques que vous avez, avec tous vos exigences, telles que la qualité du matériau, la tolérance, les demandes d'usinage, le traitement de surface, le traitement thermique, les exigences de propriété mécanique, etc. Notre ingénieur spécialisé vérifie et cite pour vous, nous apprécierions l'opportunité et répondrons en 3-5 jours ou moins. Il est également préférable si vous pouvez fournir un échantillon, nous pouvons également citer dépend de l'échantillon. \ N \ n \ n
\ n  \ n
\ n 




 \ n \ n \ n QUEL EST LE BON PROCESSUS DE COULEE? \ n 1) Le moulage de précision est un procédé industriel basé sur le moulage Lostwax, également connu sous le nom de «coulée perdue». Le processus de moulage de précision commence par la production d'un modèle jetable de chaleur. Ceci est accompli en injectant de la cire dans une matrice métallique. Un motif doit être moulé pour chaque moulage. \ n Ces motifs sont assemblés en grappe (ou arbre) et sont ensuite revêtus de divers réfractaires en céramique liquide pour former une coque en céramique. La cire est ensuite fondue hors de la coque en céramique. N'importe quel nombre d'alliages différents peut être coulé dans le moule en céramique. Après refroidissement, la coque en céramique est retirée et les pièces coulées sont nettoyées. \ n Notre processus de moulage de précision: \ na) Processus de coulée Silicasol (maintient la précision de tolérance typique dans la norme CT4-CT6, \ n avec une finition de surface de Ra3.2-6.4) \ nb) Processus de coulée de verre soluble CT7-CT9 standard, \ n avec une finition de surface de Ra12.5) \ nc) Processus de coulée de mousse perdue () \ nd) Combinaison de processus de coulée de silice avec le procédé de moulage de verre soluble: \ n le prix est inférieur processus, et plus élevé que le procédé de moulage de verre soluble; la qualité est également au milieu de ces 2 processus. \ n
\ n \ n \ n QUEL EST LE BON PROCESSUS DE COULEE? \ n 1) Le moulage de précision est un procédé industriel basé sur le moulage Lostwax, également connu sous le nom de «coulée perdue». Le processus de moulage de précision commence par la production d'un modèle jetable de chaleur. Ceci est accompli en injectant de la cire dans une matrice métallique. Un motif doit être moulé pour chaque moulage. \ n Ces motifs sont assemblés en grappe (ou arbre) et sont ensuite revêtus de divers réfractaires en céramique liquide pour former une coque en céramique. La cire est ensuite fondue hors de la coque en céramique. N'importe quel nombre d'alliages différents peut être coulé dans le moule en céramique. Après refroidissement, la coque en céramique est retirée et les pièces coulées sont nettoyées. \ n Notre processus de moulage de précision: \ na) Processus de coulée Silicasol (maintient la précision de tolérance typique dans la norme CT4-CT6, \ n avec une finition de surface de Ra3.2-6.4) \ nb) Processus de coulée de verre soluble CT7-CT9 standard, \ n avec une finition de surface de Ra12.5) \ nc) Processus de coulée de mousse perdue () \ nd) Combinaison de processus de coulée de silice avec le procédé de moulage de verre soluble: \ n le prix est inférieur processus, et plus élevé que le procédé de moulage de verre soluble; la qualité est également au milieu de ces 2 processus. \ n  \ n Matériau approprié: acier inoxydable, acier au carbone et acier faiblement allié. 2) Le moulage sous pression est un processus de coulée de métal qui se caractérise par le fait de forcer le métal fondu sous haute pression dans une cavité du moule. La cavité du moule est créée en utilisant deux matrices en acier à outils trempées qui ont été usinées en forme et fonctionnent de manière similaire à un moule d'injection pendant le processus. L'équipement de coulée et les matrices métalliques représentent des coûts d'investissement importants et ceci tend à limiter le processus à une production à grand volume. La fabrication de pièces en moulage sous pression est relativement simple et n'implique que quatre étapes principales, ce qui réduit le coût différentiel par article. Il est particulièrement adapté pour une grande quantité de pièces moulées de petite et moyenne taille, c'est pourquoi le moulage sous pression produit plus de pièces moulées que tout autre procédé de moulage. Les moulages sous pression sont caractérisés par une très bonne finition de surface (par des normes de coulée) et une consistance dimensionnelle. Deux variantes sont la coulée sous pression sans pores, qui est utilisée pour éliminer les défauts de porosité du gaz; et le moulage par injection directe, qui est utilisé avec les moulages de zinc pour réduire les rebuts et augmenter le rendement. \ n
\ n Matériau approprié: acier inoxydable, acier au carbone et acier faiblement allié. 2) Le moulage sous pression est un processus de coulée de métal qui se caractérise par le fait de forcer le métal fondu sous haute pression dans une cavité du moule. La cavité du moule est créée en utilisant deux matrices en acier à outils trempées qui ont été usinées en forme et fonctionnent de manière similaire à un moule d'injection pendant le processus. L'équipement de coulée et les matrices métalliques représentent des coûts d'investissement importants et ceci tend à limiter le processus à une production à grand volume. La fabrication de pièces en moulage sous pression est relativement simple et n'implique que quatre étapes principales, ce qui réduit le coût différentiel par article. Il est particulièrement adapté pour une grande quantité de pièces moulées de petite et moyenne taille, c'est pourquoi le moulage sous pression produit plus de pièces moulées que tout autre procédé de moulage. Les moulages sous pression sont caractérisés par une très bonne finition de surface (par des normes de coulée) et une consistance dimensionnelle. Deux variantes sont la coulée sous pression sans pores, qui est utilisée pour éliminer les défauts de porosité du gaz; et le moulage par injection directe, qui est utilisé avec les moulages de zinc pour réduire les rebuts et augmenter le rendement. \ n  Matériau approprié: alliage d'aluminium et d'aluminium (tel que A380), alliage de zinc et de zinc (tel que Zamak 3). 3) Le moulage au sable, également connu sous le nom de moulage en sable, est un procédé de moulage n comme le matériau de moule. Le terme "moulage au sable" peut également se référer à un objet produit par le processus de moulage au sable. Le moulage au sable est relativement bon marché et suffisamment réfractaire, même pour la fonderie d'acier. En plus du sable, un agent de liaison approprié (généralement de l'argile) est mélangé ou se produit avec le sable. Le mélange est humidifié avec de l'eau pour développer la force et la plasticité de l'argile et pour rendre l'agrégat approprié pour le moulage. Le sable est typiquement contenu dans un système de cadres ou de boîtes de moules connus sous le nom de flacon. Les cavités de moule et le système de porte sont créés en compactant le sable autour des modèles, ou des modèles, ou sculptés directement dans le sable. Peut maintenir une précision de tolérance typique dans la norme CT12-CT14, avec une finition de surface de Ra50-100. \ N
Matériau approprié: alliage d'aluminium et d'aluminium (tel que A380), alliage de zinc et de zinc (tel que Zamak 3). 3) Le moulage au sable, également connu sous le nom de moulage en sable, est un procédé de moulage n comme le matériau de moule. Le terme "moulage au sable" peut également se référer à un objet produit par le processus de moulage au sable. Le moulage au sable est relativement bon marché et suffisamment réfractaire, même pour la fonderie d'acier. En plus du sable, un agent de liaison approprié (généralement de l'argile) est mélangé ou se produit avec le sable. Le mélange est humidifié avec de l'eau pour développer la force et la plasticité de l'argile et pour rendre l'agrégat approprié pour le moulage. Le sable est typiquement contenu dans un système de cadres ou de boîtes de moules connus sous le nom de flacon. Les cavités de moule et le système de porte sont créés en compactant le sable autour des modèles, ou des modèles, ou sculptés directement dans le sable. Peut maintenir une précision de tolérance typique dans la norme CT12-CT14, avec une finition de surface de Ra50-100. \ N  Matériau approprié: aluminium, alliage d'aluminium, cuivre et laiton. 4) Forgeage et métallurgie des poudres Le forgeage est un processus de fabrication impliquant la mise en forme du métal à l'aide de forces de compression localisées. Le forgeage est souvent classé en fonction de la température à laquelle il est réalisé: forgeage «à froid», «chaud» ou «à chaud». Les pièces forgées peuvent avoir un poids compris entre moins d'un kilogramme et 580 tonnes. Les pièces forgées nécessitent généralement un traitement supplémentaire pour obtenir une pièce finie. \ n La métallurgie des poudres consiste à mélanger des matières pulvérulentes fines, à les presser dans une forme ou une forme désirée (compactage), puis à chauffer le matériau comprimé dans une atmosphère contrôlée afin de lier le matériau (frittage). Le procédé de métallurgie des poudres consiste généralement en quatre étapes de base: (1) fabrication de poudre, (2) mélange de poudre, (55247676,3) compactage, (4) frittage. Le compactage est généralement effectué à température ambiante, et le procédé de frittage à température élevée est habituellement effectué à la pression atmosphérique. Un traitement secondaire facultatif suit souvent pour obtenir des propriétés spéciales ou une précision accrue. Des développements récents ont permis d'utiliser des techniques de fabrication rapides qui utilisent la poudre métallique pour les produits. Parce qu'avec cette technique la poudre est fondue et non frittée, une meilleure résistance mécanique peut être accomplie. \ N
Matériau approprié: aluminium, alliage d'aluminium, cuivre et laiton. 4) Forgeage et métallurgie des poudres Le forgeage est un processus de fabrication impliquant la mise en forme du métal à l'aide de forces de compression localisées. Le forgeage est souvent classé en fonction de la température à laquelle il est réalisé: forgeage «à froid», «chaud» ou «à chaud». Les pièces forgées peuvent avoir un poids compris entre moins d'un kilogramme et 580 tonnes. Les pièces forgées nécessitent généralement un traitement supplémentaire pour obtenir une pièce finie. \ n La métallurgie des poudres consiste à mélanger des matières pulvérulentes fines, à les presser dans une forme ou une forme désirée (compactage), puis à chauffer le matériau comprimé dans une atmosphère contrôlée afin de lier le matériau (frittage). Le procédé de métallurgie des poudres consiste généralement en quatre étapes de base: (1) fabrication de poudre, (2) mélange de poudre, (55247676,3) compactage, (4) frittage. Le compactage est généralement effectué à température ambiante, et le procédé de frittage à température élevée est habituellement effectué à la pression atmosphérique. Un traitement secondaire facultatif suit souvent pour obtenir des propriétés spéciales ou une précision accrue. Des développements récents ont permis d'utiliser des techniques de fabrication rapides qui utilisent la poudre métallique pour les produits. Parce qu'avec cette technique la poudre est fondue et non frittée, une meilleure résistance mécanique peut être accomplie. \ N  Matériau approprié: acier au carbone, acier allié, alliage d'aluminium, laiton. 5) L'estampage comprend une variété de procédés de fabrication de formage de tôle, tels que le poinçonnage à l'aide d'une machine-presse ou d'une presse à estamper. Il peut s'agir d'une opération en une seule étape où chaque pression de la presse produit la forme souhaitée sur la pièce en tôle, ou peut se produire à travers une série d'étapes. Le processus est généralement effectué sur la tôle, mais peut également être utilisé sur d'autres matériaux, tels que le polystyrène. \ n
Matériau approprié: acier au carbone, acier allié, alliage d'aluminium, laiton. 5) L'estampage comprend une variété de procédés de fabrication de formage de tôle, tels que le poinçonnage à l'aide d'une machine-presse ou d'une presse à estamper. Il peut s'agir d'une opération en une seule étape où chaque pression de la presse produit la forme souhaitée sur la pièce en tôle, ou peut se produire à travers une série d'étapes. Le processus est généralement effectué sur la tôle, mais peut également être utilisé sur d'autres matériaux, tels que le polystyrène. \ n  \ n Matériau approprié: variété de tôle \ n \ n \ n QUE POUVONS-NOUS FAIRE POUR VOUS? \ n Nous avons aussi la capacité de fournir des opérations secondaires telles que l'usinage, les essais non destructifs, le traitement thermique, la surface traitement et assemblage. Nos cosmétiques sont aussi bons que n'importe quelle fonderie peut offrir, mieux que la plupart. \ N \ n \ n QUEL TYPE DE TRAITEMENT DE SURFACE POUVONS-NOUS OBTENIR? \ N Traitement thermique, grenaillage, sablage, usinage, polissage, placage, revêtement en poudre, anodisation, galvanisation, galvanisation, oxyde, etc. \ n \ n QUELS ÉQUIPEMENTS D'INSPECTION AVONS-NOUS? \ n machine de mesure tridimensionnelle, machine d'essai de traction, spectrographe. \ n
\ n Matériau approprié: variété de tôle \ n \ n \ n QUE POUVONS-NOUS FAIRE POUR VOUS? \ n Nous avons aussi la capacité de fournir des opérations secondaires telles que l'usinage, les essais non destructifs, le traitement thermique, la surface traitement et assemblage. Nos cosmétiques sont aussi bons que n'importe quelle fonderie peut offrir, mieux que la plupart. \ N \ n \ n QUEL TYPE DE TRAITEMENT DE SURFACE POUVONS-NOUS OBTENIR? \ N Traitement thermique, grenaillage, sablage, usinage, polissage, placage, revêtement en poudre, anodisation, galvanisation, galvanisation, oxyde, etc. \ n \ n QUELS ÉQUIPEMENTS D'INSPECTION AVONS-NOUS? \ n machine de mesure tridimensionnelle, machine d'essai de traction, spectrographe. \ n  \ n \ n \ n COMMENT POUVONS-NOUS CITER POUR VOUS? \ n Comme notre usine fournit seulement le service d'OEM (service fait sur commande), envoyez svp nous (TLL8atQDTLLdotCN) l'enquête par email, avec tous les dessins techniques que vous avez, avec tous vos exigences, telles que la qualité du matériau, la tolérance, les demandes d'usinage, le traitement de surface, le traitement thermique, les exigences de propriété mécanique, etc. Notre ingénieur spécialisé vérifie et cite pour vous, nous apprécierions l'opportunité et répondrons en 3-5 jours ou moins. Il est également préférable si vous pouvez fournir un échantillon, nous pouvons également citer dépend de l'échantillon. \ N \ n \ n
\ n \ n \ n COMMENT POUVONS-NOUS CITER POUR VOUS? \ n Comme notre usine fournit seulement le service d'OEM (service fait sur commande), envoyez svp nous (TLL8atQDTLLdotCN) l'enquête par email, avec tous les dessins techniques que vous avez, avec tous vos exigences, telles que la qualité du matériau, la tolérance, les demandes d'usinage, le traitement de surface, le traitement thermique, les exigences de propriété mécanique, etc. Notre ingénieur spécialisé vérifie et cite pour vous, nous apprécierions l'opportunité et répondrons en 3-5 jours ou moins. Il est également préférable si vous pouvez fournir un échantillon, nous pouvons également citer dépend de l'échantillon. \ N \ n \ n material |
stainless steel, carbon steel, alloy steel, grey iron, ductile iron, aluminum alloy, brass, zinc alloy,etc. |
standard |
DIN, AISI, ASTM, BS, JIS, etc. |
process |
lost wax casting process, die casting process, sand casting process, forging process, stamping process. |
production application |
Metal parts, Mechanical parts, Marine Hardware, Electric power fitting, Construction parts, Pipe Fitting, Hardware, Auto parts, Valve parts, Industrial parts, Agricultural machinery, Hinges, etc |
 \ n
\ n 




Groupes de Produits : Série de machines > Machines agricoles
Premium Related Products











autres produits

Produits phares
pièces d'équipement pour l'élevage de poissonsmaison d'outils de jardinageselle de précision en fonte grisePièce faite sur commande de radiateur de moulage mécanique sous pression en zinccharnière de portecoulée Seven mine de foragevanne à bille en laiton de moulage de bridePièces de usinage de commande numérique par ordinateur d'acier de précision faite sur commandepièces de moulages métalliques architecturauxté latéral en acier inoxydable réduisant les raccords de té téPompe à eau électriqueCoulée de stellitebéquille d'un véloCoulée de métal d'OEMbride bride réduiteproduits en acier coulé de cire perdue